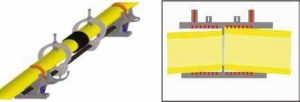
Polietilen Boruya Elektrofüzyon Kaynağı Yapmak
Polietilen boruya elektrofüzyon kaynağı yapmak, ek parçaların içindeki sarımlı bakır tellerin vasıtasıyla olur. EF manşon, EF dirsek gibi içerisinde bakır bulunan polietilen malzemelere elektrik enerjisi verilerek ısınması sağlanır. Isınan ek parça iki parça boruya üstten yapışır ve soğumaya bırakılır. Her boru çapı için kullanılan manşonun voltaj ve soğuma değeri farklıdır. Bu nedenle, Ef manşonun üzerinde yazan ısınma-soğuma sürelerine ve volt değerine dikkat etmek gerekir. Bununla birlikte, sahada kullanılan jeneratörün de verimli olması lazım. Aksi durumda fittings e gelen voltaj sabit olmayacak, haliyle boruya tam yapışmayacaktır.
Elektro füzyon kaynak işlemi, alın kaynak yöntemine göre daha maliyetlidir. Çünkü boruların eklenmesi için pe boru tamir aparatı olarak da adlandırabileceğimiz ef manşon kullanılır. Bu işler için özel tasarlanmış olan EF manşonun kullanılması maliyeti artıracaktır. Ancak borunun döşendiği kanal kapalı ve açılması mümkün değilse, kanalı uzunlamasına kazmaktansa bir kısmını açıp manşonla müdahale etmek mantıklıdır.Elektrofüzyon kaynağı, genellikle pe boruda patlak meydana gelmişse tercih edilir. Borunun hendeğin içinde kaynatılması mümkünse, ek parçaya gerek yoktur. Bu durumda alın kaynağı yapılır.
Elektrofüzyon kaynak makinaları bu yöntem için tasarlanan özel bir donanımdır. Alın kaynağı için kullanılan makinalar ise hem biçim hem de kullanım açısından farklıdır. Arazinin durumuna göre iki yöntemden hangisi uygunsa ona göre ekipman sahaya götürülür ve pe borunun kaynağı yapılır.