How Electrofusion Welding Should Be Done.
Great convenience and safety have been developed in welding and joining processes with electro fusion welding . Since it is done automatically with the source device, human error is prevented in terms of time and quality. For the temperature measured around the pipe while welding, the recommendations of the PE pipe manufacturers and Electrofusion welding machine manufacturers should be considered. Some of the recommended ranges for the ambient temperature to be welded according to the catalog information of the manufacturers are as follows;
• -5 to + 35 °C
• -10 to + 45 °C
• +5 to + 50 °C
• -10 to +50 °C Although
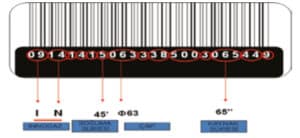
welding parameters are uploaded to the machine via barcode, additional
Welding can be done by manually loading the welding parameters written on the part to the welding machine.
Advantages of EF Merge Technique
• No shrinkage in pipe inner diameter.
• Flexibility, light weight and low cost of the machinery-equipment used.
• High welding speed.
• The EF welding process is fully automatic and therefore
requires minimal operator skill.
• High compressive strength in the weld area.
Disadvantage of EF Joining Technique In
the electrofusion welding process, pipes made of the same raw material can be welded. Melt flow rate for HDPE-electrofusion bonding is 0.3….1.7 gr/10
min. (It is l90°C/5 kgj.) The melt flow rates of the pipes to be welded and the sleeve must be between these values. Pipes with the same melt flow rate
can be welded.
-The area to be welded must be protected in such a way that it will not be affected by bad weather conditions. (For example: Snow, rain, wind, effective sun rays
, etc.)
POLYETHYLENE PIPE WElder
Preparing the PE Pipe
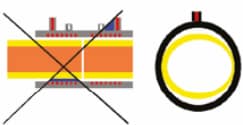
for Welding In the electrofusion welding method, the welding is done with the heating resistors in the sleeve part. After the pipes are placed in the sleeve, the ends of the welding machine are connected to the resistance (copper wire) ends of the sleeve in the hole, and the resistances are heated with current.
As the wall thickness of the sleeve is greater than the wall thickness of the pipe as a result of the heating of the resistances , the temperature of the tube wall becomes higher than the temperature of the sleeve wall. Due to this temperature difference,
pressure builds up inside the pipe. Thanks to the pressure on the pipe and the
pressure created in the pipe, the welding process takes place.
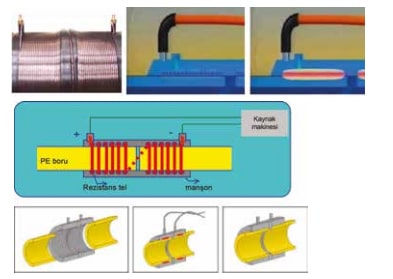
Melting of the Wire in the Connector
Coupling Welding
1- The ends of the pipes to be welded are cut straight and smooth, and the entrance limit is marked on the pipe by placing them inside the fitting to be welded up to the resistance limit.

2- The surface of the pipe to be welded is cleaned and the surface
oxidation is taken by scraping before welding.

The surfaces to be welded during the welding process must be clean. Therefore,
the surface of the PE pipe to be welded should be scraped and cleaned with solvent.
The purpose of scraping is to remove any oxidized layer
that may have formed on the pipe surface.
Conditions that will adversely affect the electrofusion quality should not occur on the pipe, such as obvious scraper mouth marks, deep scratches, an extremely rough and saw-tooth-like surface, deep scraping pits, insufficient scraping for hard-to-reach areas. During scraping
, care should be taken that the scraper mouth does not make more than 200 angles with the pipe surface, and that it does not create an impact on the pipe. Scraping depth 0.2-0.7 mm depending on oxide layer or dirt. between.
It should never touch the surface of the scraped pipe. In order for the scraping to be the desired depth and homogeneity, lines perpendicular to the scraping direction and parallel to each other should be drawn on the pipe. In this way, both the welder makes sure that he is doing it, and the
personnel inspecting the welder…
3- The fittings to be welded are removed from their packaging at the welding stage. After scraping, the scraped areas and the sleeve (inner surface)
are cleaned with solvent with a colorless and fiber-free cloth. After the cleaning process, these solvent areas should not be touched by hand.

4- The pipe to be welded is placed inside the connection piece to be welded. It must be ensured that the marked part on the pipe remains at the edge of the fitting
. There should be a dimension line on the pipe even when the fittings are placed up to the limit of resistance.
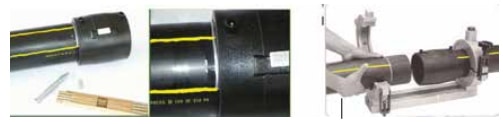
5- Electrofusion welding ends are fixed together with the pipe as straight
after checking them upwards. Welding machine sockets are placed on the welding ends of the fitting and made ready for welding. In the welding process, a positioner must be used in order to weld properly. The positioner should be left until the welding zone cools down.

6- By scanning the barcode on the cuff with a barcode reader pen, the manufacturer’s data is read and when the confirmation signal (coming from the electro fusion welding machine) is heard, the barcode reader pen is inserted or manual welding parameters are entered. After the confirmation signal, fusion is given by pressing the “start” button of the welding machine. In the welding process, the fusion time (taking into account the air temperature) is calculated automatically. The temperature measuring probe is in the welding machine. In general, welding machines show the welding time and voltage on the screen and automatically terminate the welding process and give an end signal.

If the fusion process is interrupted during welding, the welding process is not continued, the cooling time of the material is waited. After the electrofusion process ends and the confirmation signals are heard, the
welding is completed by pressing the record button, the tips are removed and the machine is turned off. No contact is made to the welding area during the welding period, the manufacturer’s information on the barcode should be used for the cooling time of the welding; The cooling time varies according to the air temperature.
Saddle Welding
• In cases where the weather is rainy, the welding place should be covered with tarpaulin, tent, etc. Welding should be done by covering from precipitation and using personal protectors.
• The appropriate connection piece (saddle-support) to be welded is selected, its physical availability is examined (date, damage, barcode, resistance value, manufacturing defect,
etc.).
• The scraping area is marked by placing the saddle on the pipe.
• Perpendicular to the excavation direction, parallel lines are drawn within the scraping boundaries. Approx. 0.2 -0.7 mm using scraper. thickness engraved.
• Marked area approx. 0.2 -0.7 mm using scraper. thickness engraved.

• The scraped area on the distribution line pipe and the lower part where the resistances are on the saddle-support are cleaned by using a lint-free white piece of wiping cloth and solution, and it is
ensured that nothing touches those areas.
• It is ensured that the connection piece fits tightly and properly on the pipe and that the cleaned surfaces are kissed.
• The ends of the electrofusion welding machine are attached to the socket sockets on the saddle-support.
• Resistance resistance values
are examined by looking at the screen of the electrofusion welding machine.
• By scanning the barcode with a barcode reader pen, the manufacturer’s data
is read.
• By reviewing the environmental safety factors for the last time, fusion is started by pressing the “start” button and the fusion time on the machine screen
is monitored visually from a safe distance to the connection piece.
• After the electrofusion process is completed and the confirmation signals are heard, the
welding is completed by pressing the record button. • If it is determined that the fusion has been completed under appropriate conditions, the cooling time is calculated as much as the time
written on the machine or read on the barcode (for example: 15 minutes) and written on the connection piece. Precautions are taken to prevent the
pipe and connection piece from moving during welding and cooling, and the welding area is protected against external factors.
Electrofusion Welding Defects
Electrofusion welding faults are the results of welding operations performed without complying with the manufacturer’s data and welding rules; Some of the welding processes performed
are revealed in leak tests. Some welding faults may occur over time with the commissioning of the lines.
Documented worker factor
Knowledge should not allow unskilled persons to weld. Welding by unauthorized persons who do not have a certificate from the Accredited Institution is one
of the causes of faulty welding.
Ambient temperature

The low or high ambient temperature around the pipe is a factor that reduces the welding quality and life. While selecting the welding time from the welding parameters, it is selected
considering the outdoor temperature. The temperature of the pipe and fitting is considered the same as the outdoor temperature and welding times are determined accordingly.
The welding area should be protected from cold environment, rain and snow. Welding process in weathers outside the ambient temperature recommended by the manufacturer.
If necessary, precautions should be taken for welding, welding should be done by setting up a welding tent. Continuing an unfinished welding process without waiting for the required cooling time. In the electrofusion welding process, the process may be interrupted due to reasons such as power cut, connection piece heads coming off. In this case
, what needs to be done is to wait for the connection piece to cool down and re-make the weld as if it were a new weld in the required time. Exposure of welding area to mechanical stress Pipe and fitting should not be subjected to any load during welding and cooling. Since the pipes come in coils, they must be straightened with the help of a positioner before welding.
The pipe and fitting must be fixed on the positioner.
Since the cooling period is included in the welding process, the positioner should not be removed until the cooling period is completed . Precautions should be taken for undesirable situations that will cause mechanical stress in the welding area. Environmental safety should be taken in the welding area
, the collapse of the duct should be taken into account, and pipe filling should not be performed until the cooling is completed.

Inappropriate Positioning
Inadequate cleaning of the places to be welded In polyethylene pipe welding, it should be remembered that the quality of the welding will decrease if the cleaning of the melting areas is not done properly. Cleaning of melting areas with scraping depth and solvent (solvent) should be done according to the rule. Not straightening pipes before welding, using oval pipes
PE pipes can be oval shaped. This may be due to manufacturing or the cutting process. This type of pipes can be straightened before welding with the help of a vice or choke apparatus. If welding is done without correction, the manufacturing will be faulty. In order for the welding process to be complete, the material between the inner surface of the sleeve and the outer surface of the pipe must melt and create pressure, but the welding will not be completed because the pressure to form a hollow fit due to ovality does not rise enough. The pipe made using the oval pipe
was separated while it was still in the cutting phase.
Oval
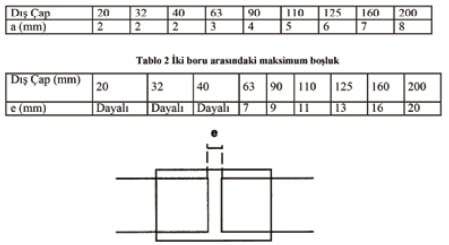
PE Pipe Opening between PE pipe mouths Opening between the mouths of the
pipe butts causes the melt to flow into these parts during the welding process.
It causes a decrease in weld strength . However, depending on the pipe diameter and wall thickness, there are acceptable,
curved cut and clearance values between the two pipes.
Spacing Between the PE Pipe Mouths Excessive
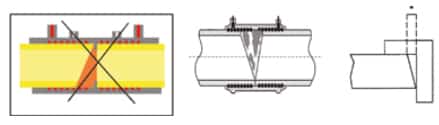
or excessive insertion of the PE pipes into the fitting, excessive or less driving of the coupler in the connections made with the help of the coupler, causes the slip of the part that connects the two parts in the coupler and is manufactured without resistance. As a result of this faulty operation, the melt may flow into the pipe.
Insufficient or excessive insertion of PE Pipes into the Fittings In case of tight or gaping passage of PE pipes into the
coupler, in coupler-pipe connections, if the connection is tight, the required area to spread the molten portion with pressure is reduced. If there is more space between the pipe and the connection piece than allowed, the heat required for the melting of the pipe cannot be given to the pipe, so the pipe does not melt sufficiently, a welding fault occurs and the strength decreases. After the pipeline is gassed, the internal pressure coming to the welding point causes the weld to break.