
ELEKTROFÜZYON KAYNAK ÖNCESİ VE SONRASI
Termal kamera ile 110mm çapında ek parçanın kaynak öncesi ve sonrası görüntüleri aşağıdaki gibidir.
A-)Kaynak öncesi 110mm manşon
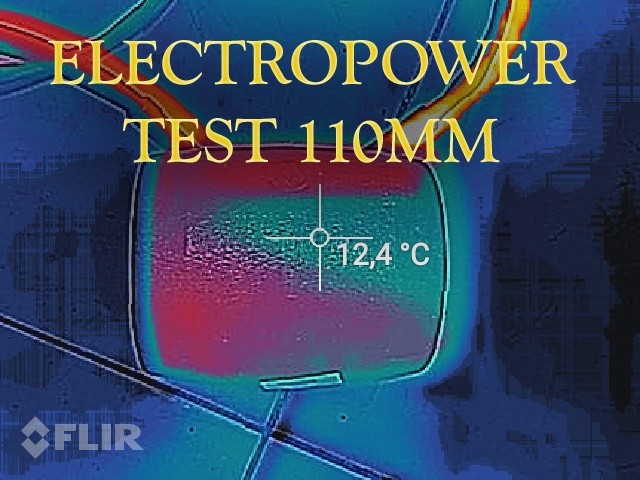
110luk FİTTİNGS TEST
A-)Kaynak sonrası 110mm manşon
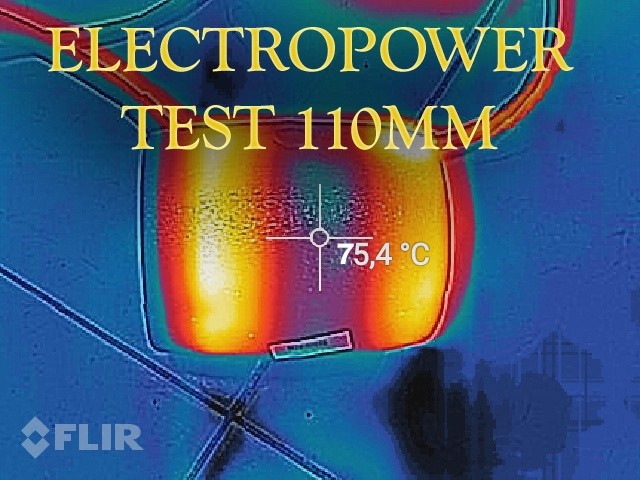
110luk manson test sonrası
Elektrofüzyon Kaynak Metodu
Bu uygulama genellikle çok yüksek emniyet istenen sistemler,
yer darlığı sebebiyle alın kaynağı metodu kullanılmayan yerlerde
ve tamirlerde kullanılır. Montajda Elektrofüzyon kaynak makinesi
ile elektrofüzyon ek parça kullanılmaktadır. Bu elektrofüzyon ek
parçaların boruyla kaynak olacak iç yüzeylerine, imalat esnasında
özel rezistans teller yerleştirilmiştir. Elektrofüzyon makinesi ile,
bu tellere gerilim verilerek, elektrofüzyon ek parçanın boru ile
birleşecek iç yüzeyi erime sıcaklığına getirilir. Ek parça ve boru
kaynak işlemi yapılır. Ayrıca bu teknik uygulanarak ana borudan
çıkışlar almak mümkündür
Elektrofüzyon Kaynağının Avantajları
• Bu teknik kullanılarak ana borudan direk çıkış almak mümkündür.
• Boruların tamiri kolaydır.
• Çok dar alanlarda bile kolaylıkla uygulanır.
• Çok fazla kazı gerektirmez.
Elektrofüzyon Kaynağı Yapılırken Dikkat Edilecek Hususlar
• Kaynak yapılacak malzemeler aynı parametik değerde olması
gerekmektedir.
• Çalışma ortamı temiz olması kaynak olacak yüzeyi yağmur,
kar, çamur, yağ gibi ortamlardan korunmalıdır. Kaynak yapılacak
yüzeye elle temas edilmemelidir.
• Elektrofüzyon için müsaade edilebilir ortam sıcaklığı 5C° – 45C°’dir.
• Kaynak yapacak kişinin iyi eğitilmesi gerekmektedir.
Elektrofüzyon Kaynağı İşlem Sıralanışı
1- Borular ağız kısmı kendi ekseni ile dik açı yapacak şekilde
düzgünce kesilir.
2- Borunun kaynak yapılacak yüzeyi, yağ, kir kalmayacak şekilde,
soyma aparatı ile boru dış yüzeyi soyularak temizlenir.
3- Boru ve ek parça alkol ile temizlenir. Ek parça boruya takılır.
4- Ek parçanın barkodu makinaya okutturulur, yoksa değerler
elle girilir.
5- Kaynak makinası çalıştırılıp, işlem tamamlanır.