
EP 180 ELEKTROFÜZYON İMALATI
Ø20 – Ø180

EP 180 ELEKTROFÜZYON KAYNAK MAKİNASI İMALATI
Üretici parça no: EP180 Füzyon kaynak İmalatcı firma :Electropower MAKİNA Teknik Özellikler
|
EP 180 ELEKTROFÜZYON KAYNAK MAKİNASI İMALATI
Üretici parça no: EP180 Füzyon kaynak İmalatcı firma :Electropower MAKİNA Teknik Özellikler
|

Ef kaynak makinası genel olarak polietilen boruların birleştirmesinde kullanılır.Kullanımı ise oldukça basittir polietilen borunun dış yüzeyinde kaynak tutmayan film tabaka scraper ile temizlenir, ek parça işaretlenmiş ve kazınmış olan boruya takılır.
Ek parçaya polietilen kaynak makinesi bağlanır, ek parça üzerinde bulunan barkot,füzyon kaynak makinesi üzerinde bulunan barkod okuyucu ile okutulur, şimdi bütün veriler kaynak makinesine aktarılacaktır.
Ek parça ve kaynak makinesi üzerindeki değerler karşılaştırılır.Eğer değerler doğru iste kaynak başlatılır.Kaynak bitmeye yakın elektrofüzyon kaynak makinesi sesli uyarı verecektir.Kaynak bittikten sonra üreticinin belirlediği soğuma süresi beklenmelidir.
Electropower plastik boru kaynak makineleri en zor şartlarda en kolay kullanımı sağlamak üzere dizayn edilmiştir.
Electropower Hdpe borularda Elektro Füzyon Kaynak Hizmetlerimiz;
20 mm 1600 mm kadar PE100 ürünler.
Hdpe Ef Dirsek, Hdpe Ef Manşon, Hdpe Ef Te, Hdpe Ef Rediksiyon, Hdpe Ef Servis Te, Hdpe Ef Semer ve Hdpe borulara
en kaliteli şekilde kaynak yapmaktayız.
Electropower ef kaynak makinesi ile yapılan elektrofizyon kaynak metodu
dar alanlarda alın kaynak metodunun kullanılmadığı alanlarda, tamir bölgelerinde çoğunlukla kullanılmaktadır.
Ef kaynak için HDPE ve diğer plastik boruları kaynaklamak ,dahili elektrikli ısıtma elemanlarıyla uygulanan bir birleştirme yöntemidir.
Birleştirilmesi gerekli olan borular oksidasyon ve yüzey tahrişini engelleme
amacı ile, 0.03 mm kalınlığında yüzey raspa ile traşlanmaktadır.
Daha sonra traş yapılan yüzey sıvı solvent veya
solvent mendil ile harici toz ve pislikden temizler
Elektrofüzyon bağlantı parçasına gerekli ise bir kelepçe ile sabit tutmalı.
Kullanılan bağlantı parçasına bağlı olarak, sabit bir süre için bir gerilim (tipik olarak 40V) uygulanır.
Dahili ısıtıcı bobinler daha sonra bağlantı parçasının iç kısmını ve boru duvarının dışını eritir. Bu da birbirine çok güçlü homojen bir bağlantı oluşturarak kaynak yapar.

Ep 1600 Electropower Elektrofüzyon kaynak makinası dünya standartlarında tam otomatik kaynak makinasıdır yerli imkanlar ile geliştirilmiş ve 4 senedir piyasada olan bir üründür.
Genel Özellikler
Teknik Özellikler
Electropower elektrofüzyon kontrol üniteleri, PE-HD,PE80, PE100 ve PP’den yapılmış fitting kaynağında kullanılır. Çıkış voltajı 48 V’den düşük olduğu için bu cihazlar, elektrofüzyon fittingleri için geçerli standartların türetildiği DVS 2208-1 ve ISO 12176-2 standartlarına uygundur.
FÜZYON kaynağı FİYATLARI ve EP 1200 Elektrofüzyon kaynak makinası modelimiz’in özelliklerine buradan bakabilirsiniz.

EP 500 Elektrofüzyon Kaynak Makinesi Ef Kaynak Genel Özellikler
Teknik Özellikler
Electropower elektrofüzyon kontrol üniteleri, PE-HD,PE80, PE100 veya PP’den yapılmış fitting kaynağında kullanılır. Çıkış voltajı 48 V’den düşük olduğu için bu cihazlar, elektrofüzyon fittingleri için geçerli standartların türetildiği DVS 2208-1 ve ISO 12176-2 standartlarına uygundur.
EP 180 Modelimiz’in özelliklerine buradan bakabilirsiniz
Daha büçük çap kaynaklarınız için EP 800 ELEKTROFÜZYON kaynak makinasına buradan bakabilirsiniz.
Elektrofüzyon,Electropower,Elektrofuzyon,Elektrofizyon,Elektrofüzyon kaynakkk

Ep 1200 Electropower Elektrofüzyon kaynak makinesi dünya standartlarında tam otomatik kaynak makinesidir yerli imkanlar ile geliştirilmiş ve 4 senedir piyasada olan bir üründür.
Genel Özellikler
Teknik Özellikler
Electropower elektrofüzyon kontrol üniteleri, PE-HD,PE80, PE100 veya PP’den yapılmış fitting kaynağında kullanılır. Çıkış voltajı 48 V’den düşük olduğu için bu cihazlar, elektrofüzyon fittingleri için geçerli standartların türetildiği DVS 2208-1 ve ISO 12176-2 standartlarına uygundur.
Daha küçük çap kaynaklarınız için EP 500 ELEKTROFÜZYON kaynak makinesine buradan bakabilirsiniz.

Ep 800 Electropower Elektrofüzyon plastik boru (Hdpe) kaynak makinası dünya standartlarında tam otomatik kaynak makinasıdır yerli imkanlar ile geliştirilmiş ve 4 senedir piyasada olan bir üründür.
Genel Özellikler
Teknik Özellikler
Electropower elektrofüzyon kontrol üniteleri, PE-HD,PE80, PE100 veya PP’den yapılmış fitting kaynağında kullanılır. Çıkış voltajı 48 V’den düşük olduğu için bu cihazlar, elektrofüzyon fittingleri için geçerli standartların türetildiği DVS 2208-1 ve ISO 12176-2 standartlarına uygundur.
Daha küçük çap kaynaklarınız için EP 500 ELEKTROFÜZYON kaynak makina sına buradan bakabilirsiniz.

Ep 180 Electropower Elektrofüzyon kaynak makinası dünya standartlarında tam otomatik kaynak makinasıdır yerli imkanlar ile geliştirilmiş ve 4 senedir piyasada olan bir üründür.
Genel Özellikler
Teknik Özellikler
Electropower elektrofüzyon kontrol üniteleri, PE-HD,PE80, PE100 veya PP’den yapılmış fitting kaynağında kullanılır. Çıkış voltajı 48 V’den düşük olduğu için bu cihazlar, elektrofüzyon fittingleri için geçerli standartların türetildiği DVS 2208-1 ve ISO 12176-2 standartlarına uygundur.

Termal kamera ile 110mm çapında ek parçanın kaynak öncesi ve sonrası görüntüleri aşağıdaki gibidir.
A-)Kaynak öncesi 110mm manşon
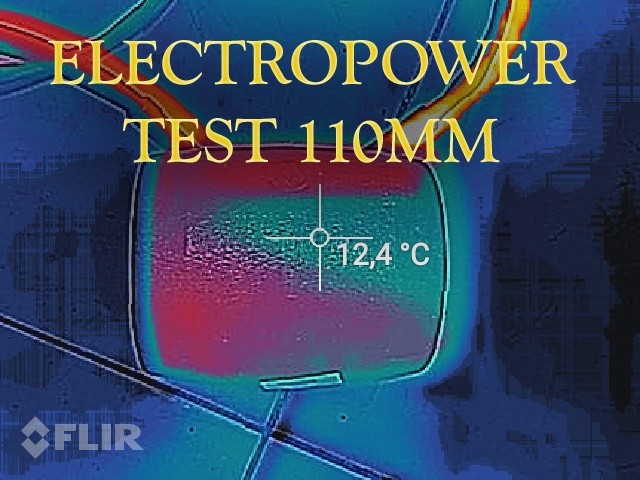
110luk FİTTİNGS TEST
A-)Kaynak sonrası 110mm manşon
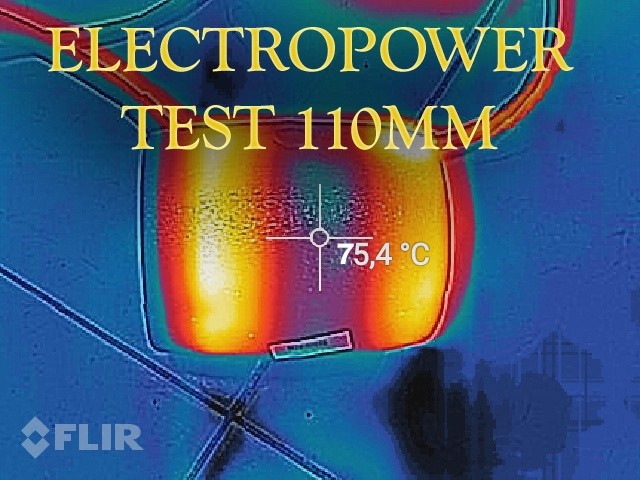
110luk manson test sonrası
Elektrofüzyon Kaynak Metodu
Bu uygulama genellikle çok yüksek emniyet istenen sistemler,
yer darlığı sebebiyle alın kaynağı metodu kullanılmayan yerlerde
ve tamirlerde kullanılır. Montajda Elektrofüzyon kaynak makinesi
ile elektrofüzyon ek parça kullanılmaktadır. Bu elektrofüzyon ek
parçaların boruyla kaynak olacak iç yüzeylerine, imalat esnasında
özel rezistans teller yerleştirilmiştir. Elektrofüzyon makinesi ile,
bu tellere gerilim verilerek, elektrofüzyon ek parçanın boru ile
birleşecek iç yüzeyi erime sıcaklığına getirilir. Ek parça ve boru
kaynak işlemi yapılır. Ayrıca bu teknik uygulanarak ana borudan
çıkışlar almak mümkündür
Elektrofüzyon Kaynağının Avantajları
• Bu teknik kullanılarak ana borudan direk çıkış almak mümkündür.
• Boruların tamiri kolaydır.
• Çok dar alanlarda bile kolaylıkla uygulanır.
• Çok fazla kazı gerektirmez.
Elektrofüzyon Kaynağı Yapılırken Dikkat Edilecek Hususlar
• Kaynak yapılacak malzemeler aynı parametik değerde olması
gerekmektedir.
• Çalışma ortamı temiz olması kaynak olacak yüzeyi yağmur,
kar, çamur, yağ gibi ortamlardan korunmalıdır. Kaynak yapılacak
yüzeye elle temas edilmemelidir.
• Elektrofüzyon için müsaade edilebilir ortam sıcaklığı 5C° – 45C°’dir.
• Kaynak yapacak kişinin iyi eğitilmesi gerekmektedir.
Elektrofüzyon Kaynağı İşlem Sıralanışı
1- Borular ağız kısmı kendi ekseni ile dik açı yapacak şekilde
düzgünce kesilir.
2- Borunun kaynak yapılacak yüzeyi, yağ, kir kalmayacak şekilde,
soyma aparatı ile boru dış yüzeyi soyularak temizlenir.
3- Boru ve ek parça alkol ile temizlenir. Ek parça boruya takılır.
4- Ek parçanın barkodu makinaya okutturulur, yoksa değerler
elle girilir.
5- Kaynak makinası çalıştırılıp, işlem tamamlanır.