Elektrofüzyon Kaynak Nasıl Kullanılır.
Elektrofüzyon kaynak makinalarımızın nasıl kullanılacağına ait detaylı menü resimlerine ve açıklamalarına aşağıdaki satırlarda ulaşabilirsiniz.
CİHAZIN AÇILIŞI
Cihaza elektrik geldiğinde sizleri ‘Hoş Geldiniz’ yazısı ile karşılamaktadır daha sonrasında ise elektrofüzyon kaynak makinasına ait model ve yazılım versiyon bilgisi aktarılmaktadır.


CİHAZ EKRAN (BEKLEME EKRANI)
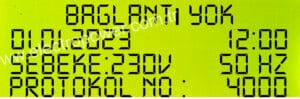
Elektrofüzyon kaynak makinası açıldıdak sonra ana ekranda operatörden gelecek komutları beklemektedir. Bekleme sürecinde ek parça bağlı değil ise üst kısımda BAĞLANTI YOK şeklinde yazı yazmaktadır.
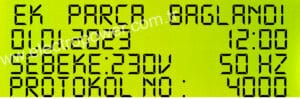
Eğer ek parça bağlandı ise bekleme ekranında cihaz sürekli aktif ek parça kontrolü yaptığı için saniyenin yarısı kadar bir zamanda ek parçanın sağlamlık testini yaparak EK PARÇA BAĞLANDI şeklinde bir uyarı yazısı ve sesli ikaz verir.
BARKOD İLE KAYNAK YAPMAK
Elektrofüzyon kaynak makinasında bekleme ekranında ek parçanın barkodu okutularak kaynak yapılabilir.Ek parça bağlanır ve barkod okutulur sonrasında cihaz ekranında Barkod okundu şeklinde barkod değerlerini yazan bir ekran açılır be cihaz sesli olarak kullanıcıyı uyarır.
Eğer değerler barkod üzerinde yazan değerler ile bire bir aynı ise start tuşuna basarak kaynağınıza başlayabilirsiniz. Ekrandan yapılan kaynağın takibini TRUE-RMS olarak anlık takip edebilirsiniz.
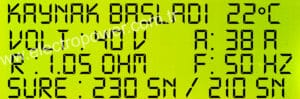
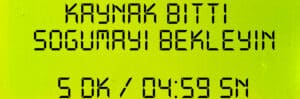
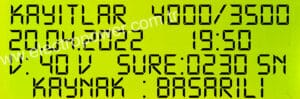
Kaynak sürecinde elektrofüzyon kaynak makinesi hiç bir hata ile karşılaşmaz ise kaynak başarılı bir şekilde gerçekleşir ve karşınıza soğuma ekranı çıkar.
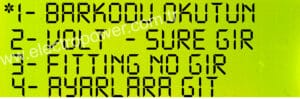
ELEKTROFÜZYON KULLANICI MENÜSÜ
Menü altında barkod ile kaynak ,manuel olarak kaynak ,fitting no girerek ve ayarlar bölümü bulunmaktadır.
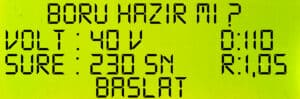
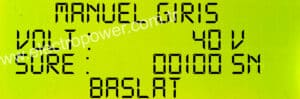
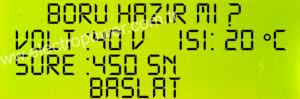
MANUEL KAYNAK
Elektrofüzyon kaynak makinası üzerinde bulunan barkod okuyucusunun çalışmadığı zamanlarda ek parça üzerinde bulunan barkod değerlerinin VOLT ve SÜRE bilgilerinin ekrana elle girilerek kaynak yapılma şeklidir.
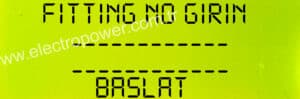
FİTTİNG NO İLE KAYNAK YAPMA.
Barkod okuyucunun çalışmadığı zamanlarda bazı resmi kurumlar manuel kaynağa izin vermemektedirler. Bu durumlarda ek parça üzerinden bulunan 24 haneli barkod numarasını teker teker girerek kapmanıza imkan sağlamaktadır.
ELEKTROFÜZYON AYARLAR MENÜSÜ
Elektrofüzyon kaynak makinası ayarlar menüsünden , cihaz çalışma dilini değiştirebilirsiniz, manuel kaynak iznini kapatabilir yada çalınmalara yada yetkisiz kullanımların önüne geçmek için operatör modunu devreye sokabilirsiniz. Aynı zamanda daha önce yapılan kaynaklara görebilir ve bu kaynakların tamamını silebilirsiniz sıcaklık değerlerini ve şebeke voltajını anlık olarak görebilirsiniz.
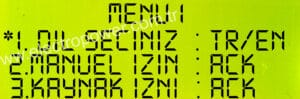
MENÜ 1
Dil seçimi yaparak cihazın çalışma dilini değiştirebilirsiniz , manuel kaynak iznini kapatarak manuel giriş yapılmasının önüne geçebilirsiniz ve kaynak iznini kapatarak cihazın kaynak yapmasını sınırlayabilirsiniz. Kaynak izni kapatıldığında cihaz kullanıcı şifresi olmadan kaynak yapmayacaktır.
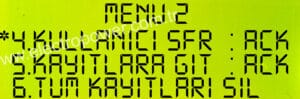
MENÜ 2
Elektrofüzyon kaynak makinesi ayarlar menüsünün 2. bloğunda ayarlar bölümü girişi için kullanıcı şifresini açığ kapatmak için bir ayar bulunmaktadır. Bu ayar sayesinde cihaz ayarlarına şifresiz girilmesi imkansız haline gelmektedir.
Kayıtlara git kısmının kapatılması ise yetkisiz kişilerin kaynak kayıtlarına ulaşmasının önüne geçicektir. İstenildiği taktirde bu menü altından cihaz o ana kadar yaptığı bütün kayıtların silinmesini sağlayan bir kısımdır.
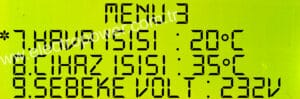
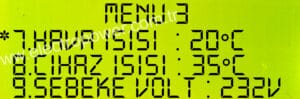
MENÜ 3
Elektrofüzyon kaynak makinasının ayarlar menüsünün 3. bloğunda anlık olarak dış ortam sıcaklığını ve elektrofüzyon kaynak makinasının iç sıcaklığını aynı zamanda şebeke elektriğinin değerini anlık olarak görebilmektesiniz.