Elektrofüzyon Kaynak sırasındaki aşamalar
Elektrofüzyon kaynağı, kaynak işlemi sırasında meydana gelen 4 farklı aşama ile karakterize eder
- Oluşum süresi (Kaynak başlangıcı)
- Ortak oluşum ve konsolidasyon
- Plato bölgesi
- Soğutma süresi
Oluşum süresi boyunca, bobinden akım geçerken eklem içine ısı verilir. Bu noktada derz mukavemeti olmamasına rağmen polimer genleşir ve derz boşluğu doldurulur ancak eklem oluşumu ve konsolidasyonu sırasında erime başlar. Eriyik basıncı oluşmaya başlamıştır ve eklem gücünün büyük kısmı bu aşamada gelişmiştir. Mukavemet artışı, esas olarak, çevreleyen bağlantıdaki soğuk bölgeler tarafından artan erimiş malzemenin kısıtlanmasından kaynaklanmaktadır. Plato bölgesi, eklem kuvvetinin stabilizasyonunu işaret eder. Buna rağmen, bu aşamada eklemin ısısı zamanla artmaktadır çünkü iç ısınma devam eder. Soğutma periyodu, bobinlere artık akım uygulanmadığında meydana gelir. Erimiş polimer malzeme katılaşır ve eklemi oluşturur.
Kaynak sırasındaki akım
Elektrofüzyon kaynak güç kaynaklarının çoğu sabit voltajlı makinelerdir. Sabit akım makineleri, kaynak sırasında bobinlere uygulanan akımdaki daha küçük dalgalanmalar nedeniyle daha tutarlı enerji girişi sağlayacaktır. Ancak, bu ek tutarlılık genellikle bu makinelerin yüksek maliyetine değmez. Sabit voltajlı bir makine kullanıldığında, kaynak işlemi boyunca uygulanan akımın değeri yavaş yavaş azalır. Bu etki, enerji uygulandıkça bobinlerin artan direncinden kaynaklanmaktadır. Bobinlerde ısı üretildiğinden sıcaklıkları artar, bu da bobinlerde daha yüksek bir elektrik direncine yol açar. Bu artan elektrik direnci, süreç ilerledikçe aynı voltaj seviyesinden daha küçük bir akımın üretilmesine neden olur. Akım azalmasının kapsamı, bobin için kullanılan malzeme tarafından belirlenir. Birim alan başına enerji girişi hesaplanır ve süreci izlemek için kullanır. Bu aralık için tipik değerler 2-13 J/mm arasındadır.2 , 3,9 J/mm2 değerinde en güçlü eklemleri ürettiği bulunmuştur.
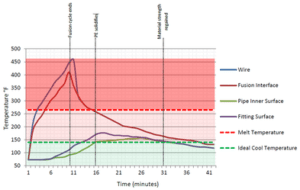
Elektrofüzyon kaynak işlemi sırasında bir eklemin farklı bölgelerindeki sıcaklık
Kaynak sırasındaki sıcaklık
Füzyon döngüsü sırasında elektrofüzyon ekleminde büyük sıcaklık gradyanları mevcuttur. Polimerlerin düşük termal iletkenliği, bu büyük gradyanların ana nedenidir. Sonlu elemanlar modellemesini kullanarak çeşitli konumlardaki termal geçmişi modellemeye yönelik son çabalar başarılı olmuştur.
Kaynak sırasındaki basınç
Eklemdeki sıcaklık arttıkça polimer erimeye başlar ve bir füzyon bölgesi oluşur.Füzyon bölgesindeki erimiş polimer, çevreleyen katı polimer malzeme üzerinde “soğuk bölgeler” olarak adlandırılan bir dışa doğru kuvvet uygular. Bu soğuk bölgeler, erimiş füzyon bölgesinde bir basıncın oluşmasına neden olur. Füzyon bölgesindeki basıncın maksimum değerine ulaşması biraz zaman alır ama genellikle birleştirme işleminin yaklaşık dörtte birine kadar zirveye ulaşmaz.
Enerji kesildikten ve soğutma başladıktan hemen sonra, eklem sıcaklığı eşit olana kadar basınç yavaş yavaş azalır.

